目前,我国食醋行业处于比较倦怠的状态中,主要表现在:1、粮食价格不断地提高;2、劳动力成本越来越高;3、生产食醋的设备趋于老龄化;4、原料的利用率低;5、国家新标准实施,不得使用冰醋酸。以上原因将食醋行业的利润压缩到了最低线,让很多企业重新面临布局产品结构,为解决这一问题,陕西艾恩伦特酿造技术有限公司许朝辉教授及研发团队专门开发了一种液态自吸式酿醋设备,该设备已经用于工业化生产食醋酿造,其优点是机械化程度高,厂房占地面积少,原料利用率与醇酸转化率高,发酵周期短,经济效益好,易于实现自动化。

大型液态自吸式酿醋设备
艾恩伦特液态自吸式酿醋设备核心
艾恩伦特自吸式酿醋设备包括曝气系统、消泡系统、空气过滤系统、酒精在线测量系统。

小型液态自吸式酿醋
艾恩伦特液态自吸式酿醋技术的核心
其核心在于耐高酸的醋酸菌种、满足醋酸菌生长的营养和恒定的发酵温度。控制在32℃条件下,艾恩伦特提供3种技术工艺:1.装液系数≥0.6、分割量为1/3时,生产6g/100ml 以上酸度的食醋,平均产酸速率每小时不低于0.15g/100m;
2.单批发酵9-15g/100ml 酸度的食醋;
3.高酸度19-20 g/100ml 酸度的食醋。

加工生产厂区一角
艾恩伦特大生产中的实践数据:
1、以大米(淀粉含量不低于72%)为原料,每吨大米可生产出3.6吨10%的米醋、7.2吨5%的米醋或10.3吨3.5%的米醋。
2、以实用酒精(含量不低于95%)为原料,每吨酒精可生产出9.25吨10%的白醋、18.5吨5%的白醋或26.4吨3.5%的白醋。
3、乙醇转化率在95-99%。
艾恩伦特液态自吸式酿醋设备重要组件
1、酒精在线测量组件
在研发自动酿醋设备过程中,艾恩伦特与德国斯通泰克建立了良好的关系。其一直致力于酒精在线检测装置的研究和改进,在原来检测装置的基础上完善了酒精探头,斯通泰克专利的酒精探头取代了过去需要惰性气体支持的酒精探头,准确、快捷的检测发酵酪中的酒精含量。艾恩伦特把这种精密的传感器率先应用到自动酿醋设备的醋发酵控制中。

酒精在线测量组件
2、曝气技术设备
在液态醋酸发酵装置中,核心技术在于使用了高效的通气装置、测量和自动控制系统。特殊设计的通气装置可以产生完美气泡,充分混合发酵液,为醋酸菌生存和繁殖创造最适宜的环境,提供最佳供氧,可以在样发酵罐容积的前提下生产高于同类设备20%的醋酸品。
曝气技术设备
3、液态醋分析控制技术
艾恩伦特系统西门子PLC控制装置控制着液态酿醋的自动化生产,该系统连接有在线酒精、温度等的自动检测装置,通过预先在控制屏设定可以自动控制进料、出料、冷却等连续生产过程,同时在控制中心可以实时观测再线酒精含量、发酵速率、发酵温度等发酵参数,同时该参数以及曲线被保存在中心中以备过程分析,该控制中心可以确保每批成品醋的质量稳定,同时还可以实现醋酸发酵过程的远程监控和管理。
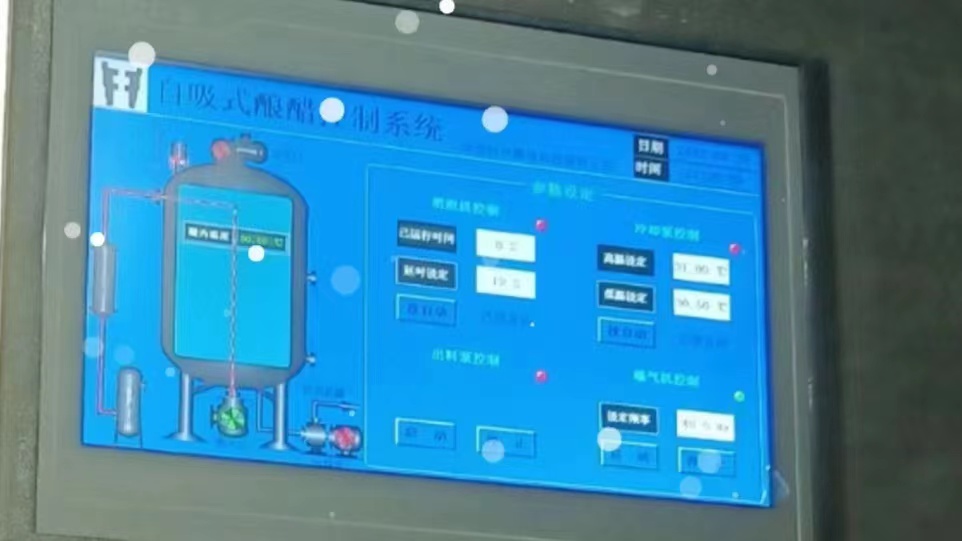
液态醋分析控制技术
4、防止溢流的消泡器
该酿醋罐配备有专门设计的消泡器,用于回收发酵过程中产生大量气泡中的有用物质,这样可以使原料的利用率高达97%,也就是说每1000升纯酒精酿醋罐可以生产960-970升纯醋。利用该专利酿醋设备生产1升10%的白醋,电耗仅仅为0.028kw。

防止溢流的消泡器
5、醋用交流微过滤设备
交流微过滤设备(0.2---2um)可广泛用于食用醋、酱油、柠檬酸等的微过滤,发酵后的醋经过该过滤设备的过滤,可轻易滤去生物量及非溶物质,不需要进行热杀菌等工序可以直接进行灌装和储存。

醋用交流微过滤设备
公司提供的过滤器具有如下特点:
● 可分为全自动或半自动式的;
● 孔径分为0.2/0.5/0.8/1/2等几种 ;
● 膜数分为1/2/4/6/8/10几种,可滤升数为250至2500升/小时。
创新中的艾恩伦特
据了解,陕西艾恩伦特酿造技术有限公司成立于2022年,公司总部坐落于国家级农科城---杨凌。拥有国家发明专利23项,控制系统软件著作权5项,省市级科技进步奖10项。目前艾恩伦特企业的酿造设备已出口七个国家,国内近2000家也在使用。艾恩伦特研发团队先后与江南大学、西北大学、西北农林科技大学、天津科技大学、湖北工业大学、中国调味品协会、河北调味品协会等在食品领域展开了多元化产、学、研合作。

厂区一角
艾恩伦特专业致力于全球调味品设备的优化设计与研发,自1973年来一直深入进行酿醋代谢工程研究,旨在提高原料利用率、糖醇转化率、醇酸转化率,增强食醋香味,制定最佳工艺,从而达到提高产量、保证质量、降低成本的目的,为打造智能化、数字化、规模化酿造工厂不断努力,不断进取。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。